联系方式
扬中市道威工程塑料厂
厂址:江苏省镇江扬中市油坊工业区长旺六墩1888号
销售经理:陈清江 先生
电话:0511-88527791
手机:13905289776
传真:0511-88527887
E-mail:13905289776@139.com
FRPP管道焊接方式
FRPP管道的焊接方式主要包括热熔对焊、热风焊接和承插焊。在选择具体的焊接方式时,需要根据管道口径、工作压力、温度以及成本等因素进行综合考虑,并确保所选的连接方式符合相关的国家或行业标准,以确保管道系统的安全性和可靠性。
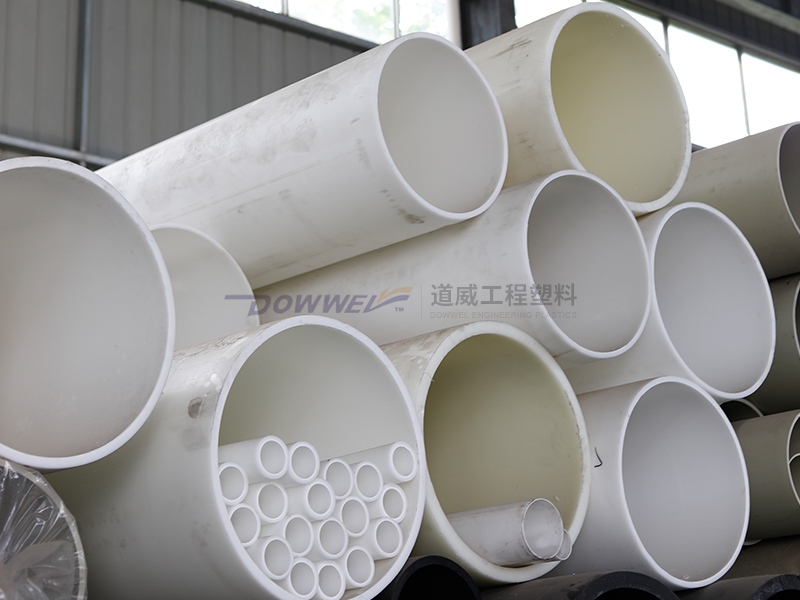
FRPP管道即玻纤增强聚丙烯管道,凭借耐腐蚀、轻量化、力学性能优良等特性,广泛应用于市政给排水、化工介质输送、环保工程等多个领域。管道连接的可靠性直接决定系统运行安全,焊接作为FRPP管道核心的连接方式,其工艺选择与规范操作至关重要。目前主流的FRPP管道焊接方式主要包括热熔对焊、热风焊接、承插焊接三类,不同方式在原理、适用场景及操作要求上各有侧重,需结合工程实际需求合理选用。
热熔对焊是FRPP管道焊接中应用广泛的方式之一,核心原理是通过专用热熔焊机将管材与管件的连接端面加热至粘流态,在预设压力下完成对接融合,冷却后形成一体化密封接头。这种焊接方式的优势在于接头强度高,可与管材本体强度持平,密封性优异,且适用于任意口径的管道连接,尤其适配大口径、高压工况下的管道系统。
热熔对焊的关键在于工艺参数的精准控制。加热温度需严格控制在190~240℃之间,温度过高易导致材料分解,降低接头性能;温度过低则无法实现分子充分融合,影响连接牢固性。操作时需先将管道水平固定在夹具上,确保两管轴线对齐、中心重合,避免出现偏移导致焊接缺陷。加热完成后需迅速移开加热板,快速完成对接并施加稳定压力,保压时间根据管壁厚度调整,通常不少于3分钟,且整个冷却过程需自然进行,严禁强制降温,防止焊缝产生裂纹。
热风焊接则是利用高温热风焊枪,将管道连接面及配套焊条同时加热至熔融状态,通过外力使熔融部分紧密结合,冷却后形成密封焊缝。该方式灵活性强,不仅适用于直管对接,还可用于管道修补、异形管件连接等复杂场景,对施工空间的要求相对较低。与热熔对焊类似,热风焊接的温度控制同样关键,焊枪输出温度需维持在190~240℃,确保焊条与管材同步熔融,避免出现烧焦或未熔合现象。
热风焊接的操作规范性直接影响焊接质量。焊接前需彻底清理管道连接面及焊条表面的油污、灰尘等杂质,必要时用丙酮擦拭清洁;焊接过程中,焊枪与焊接面应保持60°左右夹角,焊条与焊接面垂直并施加均匀压力,确保焊缝排列紧密、无空隙。焊缝完成后需检查表面平整度,不得出现波纹、焊瘤或焊条吹毛等缺陷,且焊缝强度需不低于管材本体设计强度。
承插焊接主要适用于特定口径的FRPP管道连接,尤其在中小口径管道安装中较为常见。其原理是将管材插入专用承插管件中,对结合部位进行加热熔融,使管材与管件形成牢固连接。该方式操作相对简便,施工效率较高,但对接口的同心度要求严格,需确保管材插入深度符合规范,避免因插入过浅导致连接强度不足。
无论采用何种焊接方式,前期准备与后期质量检验都是不可或缺的环节。焊接前需对管道进行精准切割,确保端面垂直于管轴线,并用工具去除毛边、毛刺,保证接口平整光滑。对于环境条件也有明确要求,适宜的操作温度为5~25℃,相对湿度不超过80%,露天施工时需采取防护措施,避免日晒雨淋影响焊接质量。焊接完成后,首先进行外观检查,确认焊缝无裂纹、夹渣、气孔等缺陷;随后通过压力试验检验密封性,确保无泄漏情况,保障管道系统的长期稳定运行。
FRPP管道的焊接质量取决于焊接方式的合理选择与规范操作。热熔对焊适配高压大口径场景,热风焊接侧重灵活适配复杂工况,承插焊接兼顾中小口径施工效率,实际应用中需结合管道口径、工作压力、施工环境等因素综合判断。严格遵循各焊接方式的工艺要求,做好全流程质量把控,才能充分发挥FRPP管道的性能优势,保障管道系统的安全性与耐久性。



FRPP管,FRPP管道,FRPP管材,FRPP管厂家,FRPP管道厂家,FRPP管材厂家,FRPP管生产厂家,FRPP管道生产厂家,FRPP管材生产厂家,FRPP管制造厂家,FRPP管道制造厂家,FRPP管材制造厂家,增强聚丙烯管,增强聚丙烯管道,增强聚丙烯管材,增强聚丙烯管厂家,增强聚丙烯管道厂家,增强聚丙烯管材厂家,增强聚丙烯管生产厂家,增强聚丙烯管道生产厂家,增强聚丙烯管材生产厂家,增强聚丙烯管制造厂家,增强聚丙烯管道制造厂家,增强聚丙烯管材制造厂家,玻纤增强聚丙烯管,玻纤增强聚丙烯管道,玻纤增强聚丙烯管材,玻纤增强聚丙烯管厂家,玻纤增强聚丙烯管道厂家,玻纤增强聚丙烯管材厂家,玻纤增强聚丙烯管生产厂家,玻纤增强聚丙烯管道生产厂家,玻纤增强聚丙烯管材生产厂家,玻纤增强聚丙烯管制造厂家,玻纤增强聚丙烯管道制造厂家,玻纤增强聚丙烯管材制造厂家,扬中市道威工程塑料厂
《FRPP管道焊接方式》更新于2026年3月8日


