联系方式
扬中市道威工程塑料厂
厂址:江苏省镇江扬中市油坊工业区长旺六墩1888号
销售经理:陈清江 先生
电话:0511-88527791
手机:13905289776
传真:0511-88527887
E-mail:13905289776@139.com
FRPP管道怎么焊接
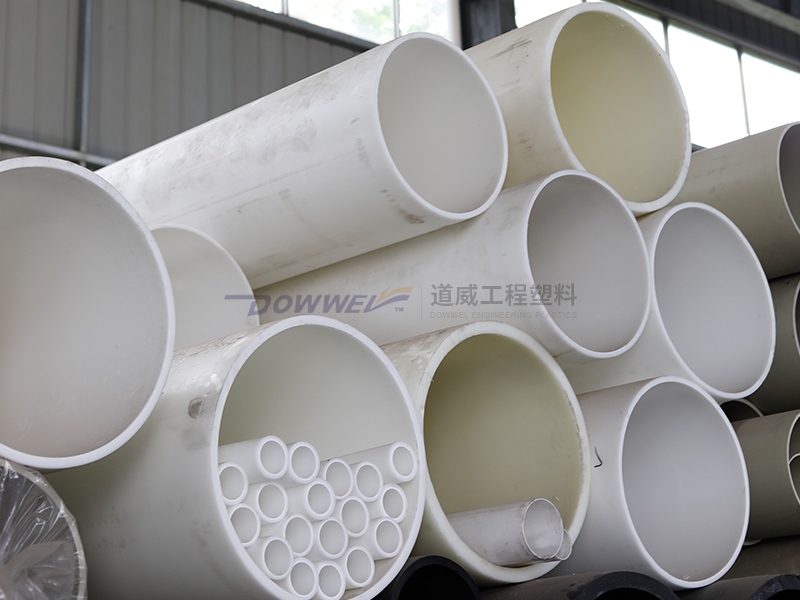
FRPP管道作为玻纤增强聚丙烯材质的新型管材,凭借耐腐蚀、质轻、抗压性强等优势,广泛应用于化工、给排水、环保等多个领域。管道连接的可靠性直接决定系统运行安全,焊接作为FRPP管道核心的连接方式,其工艺规范性对接口强度、密封性起着决定性作用。
焊接前的充分准备是保障焊接质量的基础,需从管材处理、设备检查、环境把控三个维度落实。在管材处理环节,首先要根据施工需求用专用切管器或细齿锯切割管材,确保切口端面与管轴线垂直,避免出现倾斜偏差。切割完成后,需用砂纸打磨切口及连接部位,彻底去除毛边、毛刺和表面氧化层,若存在油脂、油污等杂质,可采用丙酮或酒精擦拭清洁,保证连接面洁净干燥。对于大口径管道,还需校正管材圆度,确保两管对接时中心对齐,轴心偏差控制在允许范围之内,避免因错位影响焊接效果。
设备检查同样不可或缺。焊接前需确认热熔焊机、热风焊枪、测温仪等设备性能完好,电源连接稳定。热熔焊机的加热板表面需平整无污渍,必要时清理残留的熔融塑料;热风焊枪需检查出风口风速均匀性,确保温度调节精准。此外,焊接环境需满足温度5℃-25℃、相对湿度不超过80%的条件,避免在日晒雨淋、粉尘较多的环境下施工,若环境条件不达标,应搭建临时防护棚创造适宜的操作环境。
根据管道口径、使用场景的不同,FRPP管道常用的焊接方法主要有热熔对接焊、热风焊和螺纹连接三种,其中热熔对接焊和热风焊应用广泛。热熔对接焊适用于公称外径75mm及以上的大口径管道,其核心原理是将管材连接面加热至粘流态,通过外力挤压使分子重新缠结融合,冷却后形成牢固接头。操作时,先将管材水平固定在夹具上,校正同轴度,然后将加热板升温至220℃-240℃(根据管壁厚度微调,壁厚越厚温度可适当降低),待温度稳定后,将两管端推向加热板加压加热,加热时间按管壁厚度计算,通常每厘米壁厚加热10-12秒。加热完成后迅速移开加热板,在4-12秒内完成对接并施加0.1MPa的压力,保持压力直至焊缝自然冷却,冷却时间至少等于管壁厚度(分钟),冷却期间严禁移动管材或触碰焊缝。
热风焊适用于各类口径管道,尤其适合复杂工况下的修补和异形件连接。操作时需选用与管材材质匹配的焊条,先将管材连接面加工成45°坡口,用酒精擦拭清洁后,将热风焊枪温度调至190℃-240℃,焊枪与焊接面呈60°角,焊条与焊接面垂直,匀速移动焊枪使焊条和管材同时熔融,确保焊缝紧密无空隙。对于架空管道,可采用“热风焊+套管”的双重连接方式,先焊接管材坡口,冷却后将套管套在接口处再焊接套管两端,进一步提升密封性。小口径管道(公称外径17mm-70mm)可采用螺纹连接,先将管端加工成螺纹,缠绕聚四氟乙烯带增强密封,再匀速拧紧接头,必要时可辅以密封焊加固。
焊接后的质量检验是排查隐患的关键环节,主要包括外观检查和密封性检验。外观检查需观察焊缝表面平整光滑,无裂纹、夹渣、烧焦等缺陷,热熔对接焊形成的焊环应均匀饱满,宽度一致;热风焊的焊缝应排列紧密,无焊条吹毛、波纹状凸起等问题。若发现焊缝存在局部缺陷,需用角磨机打磨缺陷部位,重新进行焊接修补。密封性检验常用压力试验,试验压力为工作压力的1.5倍,保持压力稳定后,观察接口是否有渗漏,若无渗漏则说明焊接质量合格。
此外,焊接操作还需注意以下要点:焊接时应控制好加热温度和时间,温度过高易导致管材分解,降低焊缝强度;温度过低则无法达到充分熔融状态,接头易脱落。对接挤压时力度需均匀,避免压力过大将熔融塑料挤出,或压力过小导致分子缠结不充分。焊缝需自然冷却,严禁采用冷水喷淋、强制风冷等方式加速冷却,否则易产生内应力导致裂纹。操作人员需熟悉工艺参数,在正式施工前可进行试焊,确认参数合理后再开展批量焊接。
FRPP管道焊接的核心是“洁净、控温、稳压、慢冷”,只有严格把控焊接前准备、规范操作焊接流程、做好质量检验,才能确保接口强度与管材本体一致,保障管道系统长期稳定运行。在实际施工中,需根据具体工况选择合适的焊接方法,灵活调整工艺参数,全面落实操作规范,从根本上规避渗漏、断裂等安全隐患。



FRPP管厂家,FRPP管生产厂家,FRPP管制造厂家,FRPP管道厂家,FRPP管道生产厂家,FRPP管道制造厂家,FRPP管材厂家,FRPP管材生产厂家,FRPP管材制造厂家,扬中市道威工程塑料厂
《FRPP管道怎么焊接》更新于2026年3月8日


