联系方式
扬中市道威工程塑料厂
厂址:江苏省镇江扬中市油坊工业区长旺六墩1888号
销售经理:陈清江 先生
电话:0511-88527791
手机:13905289776
传真:0511-88527887
E-mail:13905289776@139.com
大口径增强聚丙烯管焊接方法
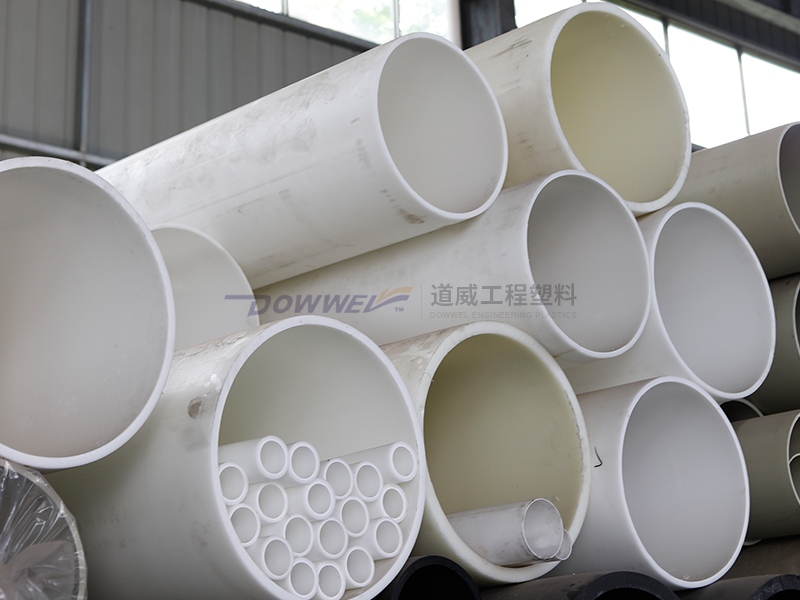
大口径增强聚丙烯管凭借耐腐蚀性强、重量轻、力学性能优良等特点,广泛应用于市政给排水、化工介质输送、环保工程及农业灌溉等多个领域。管道连接的可靠性直接决定整个输送系统的安全稳定运行,焊接作为大口径增强聚丙烯管核心的连接方式,其工艺规范与操作细节至关重要。不同焊接方法适配不同施工场景,掌握正确的焊接流程、参数控制及质量把控要点,能有效避免接口渗漏、脱管等隐患,充分发挥管材的使用优势。
目前,大口径增强聚丙烯管的主流焊接方法主要有热熔焊接和电熔焊接两种,两种方法原理不同、操作流程有别,需结合施工环境、管道规格及使用需求合理选用。热熔焊接是应用广泛的一种方式,其核心原理是通过专用设备将管道端部加热至熔融状态,使管材分子充分融合后,迅速对接并施加恒定压力,待自然冷却后形成牢固的一体化焊缝,这种焊接方式的接头强度可接近管材本体强度,密封性优异,适配多数大口径管道的直管对接场景。
进行热熔焊接前,需做好充分的准备工作,这是保障焊接质量的基础。首先要对管材进行精准切割,需使用专用割刀,切割时保持管材与刀口垂直,确保切口平整无毛刺、无裂纹,避免因切口倾斜导致焊接时局部熔接不实。切割完成后,用无纺布蘸取丙酮或专用清洁剂,彻底擦拭管道焊接面,去除表面的油污、灰尘、水汽及切割碎屑,这些杂质会在加热时形成隔离层,导致接口出现微观缝隙,留下漏水隐患。同时,需检查管材无损伤、无变形,确保焊接用的管材为同一材质,避免材质差异影响熔合效果。焊接环境也需严格控制,应选择干燥、无尘、通风良好的场地,环境温度低于5℃时,需对管材进行室内预热,避免材料柔韧性下降导致焊接缺陷,露天施工时需采取挡风、防雨措施,防止焊接面氧化。
热熔焊接的核心在于加热参数与对接操作的精准控制。需选用与管道口径匹配的专用热熔焊机,大口径管道宜选用大功率电动或液压式热熔机,搭配对应规格的纯铜模头,避免模头尺寸、功率不足导致受热不均。加热温度需严格控制在190℃至240℃之间,具体数值可根据管材壁厚和材质微调,温度过高会导致材料分解碳化,降低接头性能,温度过低则无法实现分子充分融合,影响连接牢固性。加热前需调试设备,确保温度稳定后再进行操作,可借助数显温控仪和测温仪校准温度,避免仅凭手感判断造成偏差。
加热时,将两根管道分别固定在焊机夹具上,调整位置确保两管轴线对齐,对接面错边偏差不超过管子壁厚的10%,且不大于1mm。将加热板插入两管接口之间,推动设备使管端紧贴加热板,施加适当压力直至出现1mm厚的翻边,保持稳定加热,加热时间根据管材口径和壁厚调整,通常按管壁厚度每毫米加热10秒左右计算,避免加热不足或超时。加热完成后,需在规定时间内快速移开加热板,管外径小于或等于250mm时,切换时间不宜超过8秒,管外径大于250mm时,切换时间不宜超过12秒,随后迅速将两管匀速对接,对接时禁止旋转、推拉,施加恒定压力使熔融材料充分融合,对接后保持压力直至接口初步冷却。冷却过程需自然进行,严禁用冷水喷淋或强制降温,冷却时间根据管材壁厚调整,至少保持几分钟,壁厚较大的管道需延长冷却时间,冷却期间不得移动、触碰管道接口,防止焊缝产生裂纹。
电熔焊接是一种操作便捷、精准度高的焊接方法,尤其适用于大口径管道的异形管件连接、管道修补或施工空间狭小的场景,其原理是通过电熔套筒内的电阻丝通电发热,使套筒内壁与管材外壁同时熔融,冷却后形成紧密的密封接头。与热熔焊接相比,电熔焊接对操作熟练度的要求相对较低,但对管材预处理和参数控制的要求同样严格。
电熔焊接前,需对管材插入端进行处理,去除表面氧化层和杂质,清洁后用记号笔标记插入深度,确保插入长度符合规范,避免插入过浅导致连接强度不足。将电熔套筒套在管材一端,调整位置使套筒居中,确保管材与套筒同轴对齐,无偏移。随后将电熔焊机的电极与套筒接口连接,检查接触良好,根据套筒规格和管材参数,设置合适的加热时间和电压,启动焊机后,电阻丝开始发热,加热过程中需观察设备运行状态,避免出现过热、短路等问题。加热完成后,关闭电源,让接口自然冷却,冷却期间不得移动管材和套筒,待完全冷却后,拆除电极即可完成焊接。
无论采用哪种焊接方法,焊接后的质量检验都是不可或缺的环节。首先进行外观检查,观察焊缝表面是否平整、连续,无裂纹、气孔、夹渣、焊瘤等缺陷,热熔焊接的翻边应均匀一致,高度不低于1mm,电熔焊接的套筒无变形、无破损,接口处无渗漏痕迹。外观检查合格后,需进行压力试验,封闭管道系统,注满水后加压至1.5倍工作压力,保压30分钟,若压降不超过0.1MPa且无渗漏,即为合格。若发现焊接缺陷,需切割掉缺陷部分,重新进行焊接,同一接口熔接失败后,需切割至少50mm后再进行二次焊接,避免残留缺陷影响连接质量。
此外,焊接操作过程中还有一些细节要点需要注意。焊接设备需定期检查、维护,模头和电极需保持清洁,每焊接一定数量的接口后,及时清理表面残留的塑料残渣,避免残渣碳化污染熔接面;模头出现划痕、变形时需及时更换,确保加热均匀。操作人员需经过专业培训,熟悉设备操作和工艺要求,严格遵循操作规程,避免因操作失误导致焊接缺陷。同时,焊接过程中需做好个人防护,避免高温烫伤,施工现场需配备必要的消防器材,防范安全隐患。
大口径增强聚丙烯管的焊接质量,取决于焊接方法的合理选择、规范的操作流程及严格的质量把控。热熔焊接适配直管对接、高压工况,电熔焊接适配复杂场景、操作便捷,实际施工中需结合工程需求综合判断。只要严格遵循各焊接方法的工艺要求,做好前期准备、过程控制和后期检验,就能确保管道连接的可靠性,延长管道系统的使用寿命,充分发挥大口径增强聚丙烯管在各类输送工程中的优势。
《大口径增强聚丙烯管焊接方法》更新于2026年3月1日


