联系方式
扬中市道威工程塑料厂
厂址:江苏省镇江扬中市油坊工业区长旺六墩1888号
销售经理:陈清江 先生
电话:0511-88527791
手机:13905289776
传真:0511-88527887
E-mail:13905289776@139.com
FRPP管材怎么焊接
FRPP管材常用焊接方式包含热熔对接、热风焊接与承插焊接,施工前需做好基础准备工作,筛选完好无瑕疵的管材,清理管材端口的灰尘与油污,修整端口毛刺,保证焊接端面平整洁净。热熔对接多用于大口径管材施工,将管材固定在专用焊接设备夹具上,校准管材轴线保证两端对齐,通过加热板均匀加热管材端面,待端面充分熔融后快速移开加热设备,平稳对接管材并保持适度压力,让接口充分融合,全程静置自然冷却,不可外力干预加速降温,避免接口开裂变形。热风焊接需提前将管端打磨出适配坡口,调控好焊接温度,将焊条贴合坡口匀速施焊,保证焊缝饱满均匀、衔接紧密。承插焊接需精准把控管材插入深度与加热时长,贴合对接后稳定固定,待接口完全固化成型,整套流程需规范把控温度、压力与冷却节奏,保障焊接接口的密封性与牢固度。
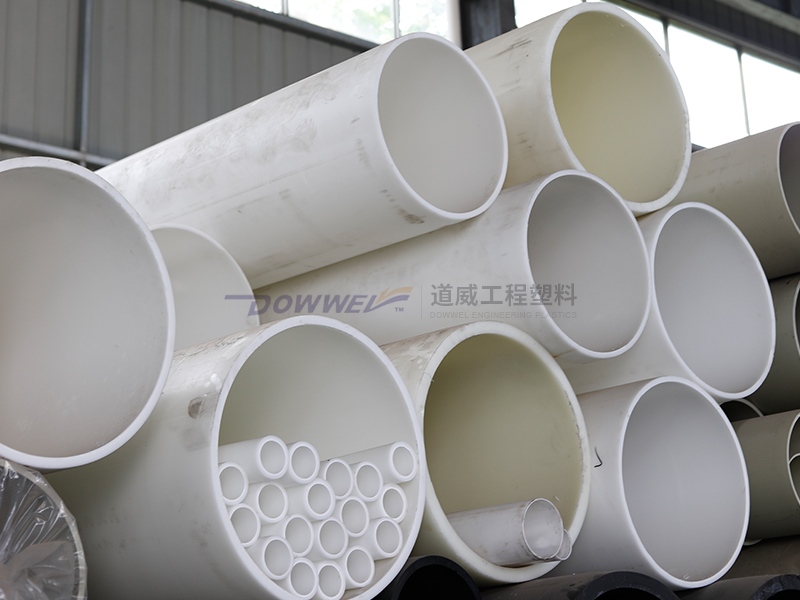
FRPP管材作为玻纤增强聚丙烯材质的常用管材,凭借耐腐蚀、高强度、轻量化等特性,广泛应用于化工、给排水、市政工程等多个领域。其焊接质量直接决定管道系统的密封性和使用寿命,因此掌握规范的焊接流程和操作要点至关重要。焊接的核心原理是通过热作用使管材连接面熔融,在一定压力下实现融合固化,形成与母材性能匹配的牢固接头,具体操作需贯穿准备、焊接、检验全流程,确保每一步都符合工艺要求。
焊接前的准备工作是保障焊接质量的基础,需从工具、管材处理、环境检查三方面细致落实。工具准备上,应根据管材口径和焊接方式,配备专用热熔焊机、热风焊枪、切管器、铣刀、清洁棉布、砂纸及丙酮等清洁剂,提前检查设备运行状态,确认热熔焊机温度控制系统精准、热风焊枪风力稳定,铣刀和加热板表面无损伤、无油污。管材处理环节,首先用专用切管器或细齿锯切割管材,确保切口垂直于管轴线,避免出现倾斜或毛刺,切割后用砂纸打磨切口及连接部位,去除表面氧化层、灰尘和油脂,若有顽固油污需用丙酮擦拭清洁,待清洁剂完全挥发后再进行后续操作。对于大口径管材的热熔对接,还需将管材水平固定在夹具上,调整轴线对齐,确保两管端伸出长度一致,通常控制在25-30mm,必要时用支撑物托举管材非固定部分,避免因重力导致轴线偏移。环境检查同样不可忽视,需保证施工区域整洁、通风良好,远离灰尘、水分和易燃易爆物品,避免杂质影响焊接面融合效果。
根据管材口径、工作压力及施工场景,FRPP管材常用的焊接方法包括热熔对接、热熔承插、热风焊接三种,不同方法的操作要点各有侧重。热熔对接适用于公称外径75mm及以上的大口径管材,操作时先将热熔焊机加热板温度设定在190-240℃,用酒精棉布擦拭加热板表面去除杂质,待温度稳定后,将两管端贴合加热板并施加适当压力,直至管端出现均匀卷边,保持加热时间40-50秒(可根据管材壁厚微调)。加热完成后迅速移开加热板,在10秒内将两管端精准对接,施加规定压力使熔融面充分融合,形成1-2mm的均匀焊环,随后保压冷却,冷却时间不少于3分钟,期间严禁移动管材或触碰焊接部位。
热熔承插则更适合公称外径63mm及以下的小口径管材,操作相对简便。先根据管材规格选择匹配的承插管件,将管材插入端和管件承插端同时加热至熔融状态,加热过程中需保持加热均匀,避免局部过热碳化。加热完成后迅速将管材插入管件,插入深度需符合规格要求,插入后轻微旋转调整位置,确保贴合紧密,然后保持固定状态自然冷却,冷却期间不得施加外力,防止接口变形。
热风焊接常用于管材修补、异形管连接或特殊场景施工,需搭配与管材材质一致的焊条使用。操作时将热风焊枪温度调至190-240℃,先加热管材焊接面,待表面呈现熔融状态后,同步加热焊条并将其贴合焊接面,匀速推进焊枪使焊条与管材熔融融合,焊缝排列需紧密无空隙,表面保持平整,避免出现波纹或焊条吹毛现象。焊接过程中要确保焊条和管材同时处于熔融状态,不得出现烧焦、分解等问题,焊接完成后让焊缝自然冷却,保障焊接强度。
焊接后的质量检验是排查隐患的关键环节,主要包括外观检查和密封性检验两部分。外观检查需观察焊缝是否平整光滑,焊环是否均匀饱满,无裂纹、夹渣、气泡、凹陷等缺陷,若发现焊缝不平整或有毛刺,可进行轻微修整。密封性检验可采用压力试验,在管道充满水后缓慢升压至规定压力,保持一段时间后观察压力变化,若压力无下降且焊缝无渗漏,说明密封性能合格;对于气体输送管道,可采用气密性试验,确保无气体泄漏。
此外,焊接过程中还有多项注意事项需严格遵守。操作人员需熟悉不同焊接方法的工艺参数,根据管材材质和口径精准控制加热温度、加热时间和对接压力,避免因参数偏差导致过熔或欠熔。焊接时管材轴线必须对齐,两管端错位量不得超过管壁厚度的10%,且不大于1mm,确保焊接面受力均匀。所有焊缝均需自然冷却,严禁采用冷水喷淋或强制降温,防止因热胀冷缩产生裂纹。在低温或高温环境施工时,需对施工环境进行适当调控,必要时调整焊接参数,保障焊接质量稳定。施工完成后及时清理现场,整理焊接工具,避免工具残留杂质影响后续使用。
FRPP管材焊接是一项系统性的操作,需将规范意识贯穿准备、焊接、检验全流程,根据实际工况选择合适的焊接方法,精准控制各项工艺参数,同时注重细节操作和环境把控。只有这样才能确保焊接接头牢固可靠,保障管道系统长期稳定运行,充分发挥FRPP管材的性能优势。



FRPP管,FRPP管道,FRPP管材,FRPP管厂家,FRPP管道厂家,FRPP管材厂家,FRPP管生产厂家,FRPP管道生产厂家,FRPP管材生产厂家,FRPP管制造厂家,FRPP管道制造厂家,FRPP管材制造厂家,增强聚丙烯管,增强聚丙烯管道,增强聚丙烯管材,增强聚丙烯管厂家,增强聚丙烯管道厂家,增强聚丙烯管材厂家,增强聚丙烯管生产厂家,增强聚丙烯管道生产厂家,增强聚丙烯管材生产厂家,增强聚丙烯管制造厂家,增强聚丙烯管道制造厂家,增强聚丙烯管材制造厂家,玻纤增强聚丙烯管,玻纤增强聚丙烯管道,玻纤增强聚丙烯管材,玻纤增强聚丙烯管厂家,玻纤增强聚丙烯管道厂家,玻纤增强聚丙烯管材厂家,玻纤增强聚丙烯管生产厂家,玻纤增强聚丙烯管道生产厂家,玻纤增强聚丙烯管材生产厂家,玻纤增强聚丙烯管制造厂家,玻纤增强聚丙烯管道制造厂家,玻纤增强聚丙烯管材制造厂家,扬中市道威工程塑料厂
《FRPP管材怎么焊接》更新于2026年7月7日


