联系方式
扬中市道威工程塑料厂
厂址:江苏省镇江扬中市油坊工业区长旺六墩1888号
销售经理:陈清江 先生
电话:0511-88527791
手机:13905289776
传真:0511-88527887
E-mail:13905289776@139.com
对焊式异径管
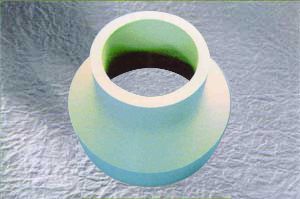
对焊式异径管又称大小头是化工管件之一,用于两种不同管径的连接。对焊式异径管又分为同心大小头和偏心大小头。在工业管道系统的搭建与运行中,管件作为连接与过渡的核心部件,直接影响着流体输送的效率与安全性。对焊式异径管,俗称大小头,便是其中一类用于衔接不同管径管道的关键管件,其通过焊接方式实现与管道的稳固结合,在各类工业场景中发挥着不可替代的作用。这种管件的核心价值在于实现管道通径的平滑过渡,减少流体在输送过程中的阻力与涡流,同时保障管道系统的密封性与结构稳定性。
对焊式异径管主要分为同心与偏心两种类型,不同类型的结构设计对应不同的应用需求。同心异径管的大端与小端中心轴线重合,整体呈锥形结构,这种设计能更大程度降低流体流动时的干扰,使得介质输送更加平稳,尤其适用于气体输送管道或垂直安装的液体管道,在输送泥浆、研磨液等介质时,也能减少沉淀与磨损。偏心异径管则是大端与小端的一侧外壁保持在同一直线上,其独特优势在于能保证管道变径前后的标高一致,便于管道的支撑安装。根据安装需求的不同,偏心异径管还可分为顶部安装与底部安装两种方式,顶部安装常用于泵的进口,利于排出管道内的气体;底部安装则多用于调节阀安装及排水管道,可有效避免管内积液。
成型工艺的选择直接决定了对焊式异径管的性能与适用场景,目前主流的成型工艺包括缩径压制、扩径压制及冲压成形三种。缩径压制工艺是将与异径管大端直径相等的管坯放入成形模中,通过轴向压制使金属沿模腔收缩成形,根据变径幅度的大小,可采用一次或多次压制成形。扩径压制则与之相反,采用小于大端直径的管坯,通过内冲模沿内径扩径成形,这种工艺主要解决变径偏大的异径管难以通过缩径成形的问题,部分情况下还会将扩径与缩径工艺结合使用。对于部分特殊规格的异径管,还可采用冲压成形工艺,通过冲模对下料后的钢板进行冲压拉伸,形成所需的异径结构。在成形过程中,会根据材料特性与壁厚情况选择冷压或热压方式,一般情况下优先采用冷压,而对于多次变径、壁厚偏厚或合金钢材料,则更适合采用热压工艺,以减少加工硬化带来的性能影响。
对焊式异径管的材质选择需适配不同的工作环境,常见的材质包括碳钢、合金钢及不锈钢等。碳钢材质具有良好的机械强度与经济性,适用于常规工况下的管道系统;合金钢材质则具备优异的耐高温、高压性能,能满足火电厂、核电站等高温高压环境的使用需求;不锈钢材质如304、316等,凭借出色的耐腐蚀性与卫生性,广泛应用于化工、食品加工、水处理等对介质纯度与防腐要求较高的领域。不同材质的异径管通过合理的工艺加工,能适应石油、天然气、化工、电力、城市给排水等多个行业的管道建设需求,成为工业生产与城市运转中不可或缺的基础部件。
安装质量是保障对焊式异径管发挥正常性能的关键,在安装过程中有多项要点需要注意。焊接前,必须对管道与异径管的接合面进行严格清洁,去除油污、锈蚀、氧化皮等杂质,避免这些杂质影响焊接质量,导致焊缝出现缺陷。焊接过程中,需精准控制焊接温度与焊接速度,确保焊缝均匀饱满,减少焊接变形与应力集中现象,必要时可采用分段焊接的方式降低焊接应力。对于有缝管坯制成的异径管,还需对纵缝焊道进行全面的无损检测,确保无超标缺陷。安装完成后,需对连接部位进行密封检验,保障无介质泄漏。此外,在水平液体管道中通常选用偏心异径管,垂直管道或气体管道中则更适合使用同心异径管,合理的选型能进一步提升管道系统的运行效率。
随着工业技术的不断发展,对焊式异径管的应用场景也在持续拓展,其在保障管道系统安全稳定运行、提高流体输送效率等方面的作用愈发凸显。在实际应用中,需结合管道系统的介质特性、压力等级、安装环境等因素,合理选择异径管的类型、材质与成型工艺,并严格把控安装与焊接质量,才能充分发挥其过渡衔接的核心价值。作为管道系统中的基础连接件,对焊式异径管的技术升级与工艺优化,也将伴随工业现代化进程不断推进,为各类工业领域的高质量发展提供更可靠的支撑。
《对焊式异径管》更新于2026年3月29日


